
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 AF
AF
 MK
MK
 HY
HY
 AZ
AZ
 UR
UR
 BN
BN
 LA
LA
 NE
NE
 MY
MY
 KK
KK
 UZ
UZ

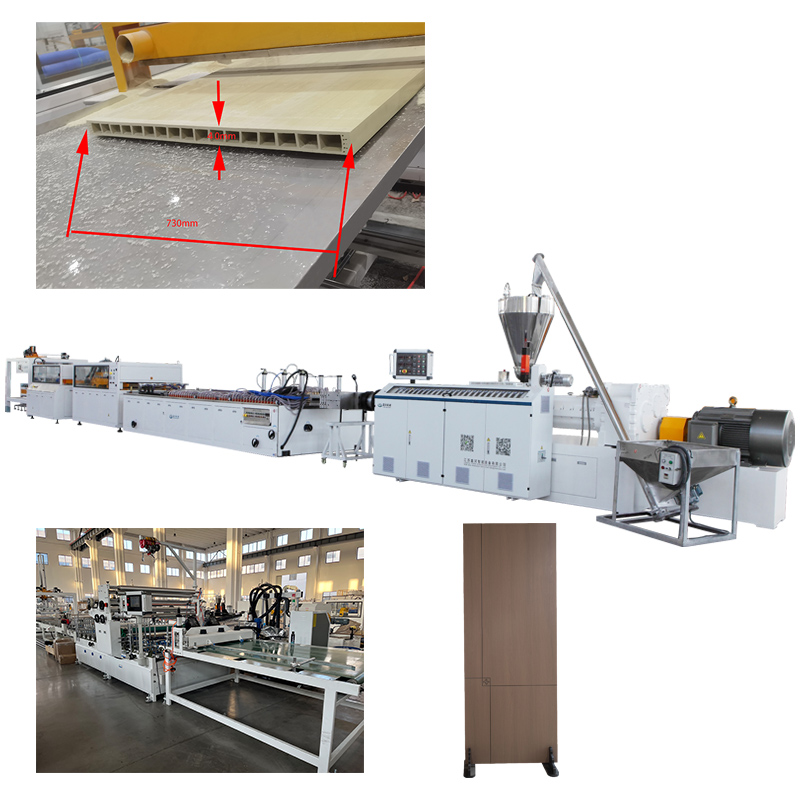
W Jiangsu Xinhe Intelligent Equipment nasi klienci zorientowani na automatykę czasem zadają pytanie: „Jeśli tnąca jednostka wykorzystuje wysokoprędkościowe serwonapędy i sterowanie PLC, to dlaczego główny wytłaczak opiera się na falownikach i regulatorach PID?”. Odpowiedź tkwi w inżynierii dostosowanej do konkretnego zastosowania – chodzi o zastosowanie odpowiedniego narzędzia do odpowiedniego zadania.
Wytłaczak: stabilność ponad wszystko
Wytłaczak dwuśrubowy to wytłaczak stożkowy, który zapewnia ciągłe topienie, mieszanie i transport materiału. Nie osiąga swoich celów dzięki skomplikowanym sekwencjom logicznym, lecz poprzez:
Dokładne utrzymywanie temperatury (w zakresie ±1°C) w celu ochrony włókien drewnianych
Stały moment obrotowy i prędkość obrotowa w stosunku do zmiennej ciśnienia zwrotnego.
W takich zadaniach dedykowane komponenty są lepsze niż systemy zintegrowane. Nasze kontrolery stref temperatury typu PID są wysokiej jakości, podobnie jak nasze falowniki częstotliwości firmy ABB do sterowania prędkością śruby. Te regulatory opierają się na krótszych czasach odpowiedzi w obwodach grzania/chłodzenia oraz są bardziej odporne na warunki silnych zakłóceń elektrycznych. Natomiast PLC doskonale radzi sobie z logiką, natomiast czyste regulacje analogowe procesów lepiej realizować za pomocą dedykowanych regulatorów.
Nożyk tnący: precyzja ponad wszystko
Ruchomy nożyk tnący musi dopasować się do poruszającego się profilu – przyspieszyć, osiągnąć synchronizację, wykonać czysty cięcie (z dokładnością ±0,5 mm) i wrócić do pozycji wyjściowej, podczas gdy linia produkcyjna cały czas się porusza.
Wymaga to:
Skomplikowanych elektronicznych przełożeń zębatych.
Zakodowana sygnalizacja zwrotna reaguje natychmiastowo.
Sterowanie ruchem w wysokich prędkościach
W tym przypadku należy zastosować sterownik PLC oraz napęd serwo. Sterownik ten realizuje logikę czasową cięcia, komunikuje się z napędem serwo w celu zapewnienia idealnie zsynchronizowanych cięć oraz zapewnia stałą długość ciętych elementów. Osiągnięcie takiej precyzji nie byłoby możliwe bez sterowania za pomocą PLC.
Niezawodność przez prostotę
W przypadku stosowania pyłu drewnianego i ciepła, jak to ma miejsce w przetwarzaniu WPC, obserwuje się bezpośredni związek między czasem pracy urządzenia a jego prostotą. Czy powinniśmy zintegrować wszystkie funkcje w jednym, dużym sterowniku PLC:
Awaria jednego elementu spowodowałaby całkowite wyłączenie całej linii produkcyjnej.
W celu diagnozowania usterki konieczne byłoby zastosowanie złożonego oprogramowania diagnostycznego.
W naszej rozproszonej architekturze uszkodzony czujnik temperatury wpływa tylko na jedną strefę i może być łatwo wymieniony. Ciętnik oparty na PLC działa w sposób półniezależny. System ciętnika oparty na PLC jest półniezależny. Ta modularność zapewnia, że drobne usterki nie doprowadzą do całkowitnego wyłączenia systemu.
Filozofia Xinhe
W przypadku ekstrudera bardzo dużą wagę przywiązujemy do stabilności działania, wykorzystując falowniki oraz specjalistyczne sterowniki zapewniające stałą jakość masy wytłaczanej. W przypadku tnącego urządzenia preferowane są systemy PLC i serwonapędy, aby uzyskać krawędź bez zacieków oraz minimalną ilość odpadów.
Każdy system jest połączony z pozostałymi za pośrednictwem panelu HMI z ekranem dotykowym, co umożliwia operatorom kontrolę całego systemu oraz poszczególnym komponentom wykonywanie ich specyficznych zadań. Nie jest to ograniczenie technologiczne, lecz optymalizacja inżynierska oparta na wieloletnim doświadczeniu w zakresie wytłaczania oraz opinii klientów z Indonezji, Meksyku, Wietnamu itd.
Wybierając Xinhe, otrzymujesz kompleksowe rozwiązanie produkcyjne przeznaczone do rzeczywistego zastosowania – ekstruder działa nieprzerwanie jak serce, urządzenie tnące działa jak ręka, reagując szybko i precyzyjnie, a filozofia sterowania uwzględnia zarówno dokładność, jak i niezawodność przemysłową.
